

本文简述了发动机缸盖类铸件、轮类铸件、结构类铸件、泵壳阀类细密性铸件等几种典型铸铁件采用将铸件分割置于上、下型的做法,甚或是铸件全部设置于上型的工艺计划,剖析了其容易导致气孔、浇不足、冷隔、缩孔、缩松、错边等铸造缺点的原因。采用铸件全部设置于下型的工艺计划后,因其具有型腔排气充分、可优化设计浇注体系、可优化设置冒口体系、铸件错箱缺点少、铸件加工余量少等长处,生产实践表明,采用此工艺后铸件合格率大幅提高,可获得内部安排愈加细密、外形愈加美观的高品质铸件。

分型面位置(设在铸件中部与设在铸件顶面)的挑选极为重要地影响着铸件合格率的凹凸、造型的难易程度等。沪东铸造认为:砂型铸造出产中结构完全设置在下型的铸件,其铸件的造型、下芯、合型操作较为简洁,铸件合格率较高。在铸造出产实践中,确实有许多类型的铸件的浇注位置本可以实现铸件结构全置于下箱,上型只须设置铸件的浇冒口等工艺结构;也有较多类型的铸件的浇注位置在辅以砂芯或中箱或曲面分型等工艺措施后,亦可以实现其铸件设置于下型(或首要部分置于下型)。然而,在现实出产中有许多的铸件,尤其是以下几类典型结构的铸件,许多铸造厂仍经常选用将铸件分割置于上、下型的做法,甚或是铸件悉数设置于上型的工艺计划。出产实践标明,这种办法较容易导致气孔、浇不足、缩孔、缩松、错边等铸造缺陷。
1.1发动机缸盖类铸件
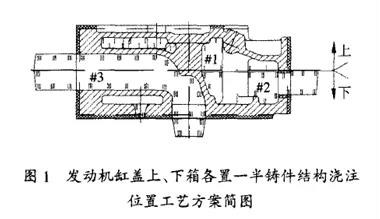
各类发动机铸铁(钢)缸盖类铸件的砂型铸造,遍及采用的是一些常用手册或教科书上一般引荐的图1所示的上、下箱各置铸件一半结构的浇注方位铸造工艺计划。
图1所示的发动机缸盖类铸件上、下箱各置一半铸件结构的浇注方位铸造工艺计划,在生产中铸件易产生气孔、浇缺乏、冷隔等缺点。该种状况在我国无论南北的铸造厂都是极为遍及存在的,并且一般都是该类铸件的主要缺点,尤其是气孔一般为该类铸件废品缺点的榜首要因,是相关工厂铸造生产中多年存在的“老、大、难”技术问题。
在工厂的实际生产中,为处理该缸盖类铸件气孔等铸造缺点,较为遍及的方法是采用粗粒度的型砂(45/75目)、在上下砂型背面各扎出多个不穿透的出气孔(道)、在铸件的上表面的搭子上设置众多个出气针及其出气片结构、设置若干个“出气”冒口,以及进步铁液的浇注温度至1410℃(以上)等工艺办法。然而这会使得造型工艺复杂化,以及使铸件的表面质量降低和增加铸件整理(抛丸)的难度和铸造生产成本。
1.2轮类铸件
各类铸铁(钢)轮类铸件的砂型铸造,亦遍及采用的是一些常用手册或教科书上较为通常引荐的图2所示的上、下箱各置铸件一半铸件结构的浇注方位铸造工艺计划。
轮类铸件在铸造时简单出现缩孔、气孔、夹砂、裂纹和砂眼等铸造缺点,或简单出现缩孔、裂纹、砂眼缺点。轮类铸件的图2所示上、下箱各置一半铸件结构的传统铸造工艺计划,该种工艺计划(状态)在各类铸造厂都较为遍及存在,其气孔、缩孔等缺点亦通常为该类铸件废品的主要因素。
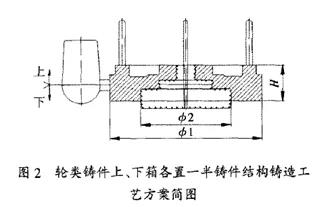
在工厂生产实际中,为处理该轮类铸件气孔、缩孔等铸造缺点,亦遍及采用粗粒度的型砂、在上下砂型背面各扎出多个不穿透的排气孔(眼)、多设置出气针或“出气”冒口,以及进步铁液的浇注温度等工艺措施,亦使得造型工艺复杂化以及使得铸件表面质量降低;为处理该轮类铸件缩孔等铸造缺点,以设置较大尺度的边冒口或侧耳冒口网,然后又会降低铸件工艺出品率和砂箱的面积利用率。
1.3框架类铸件
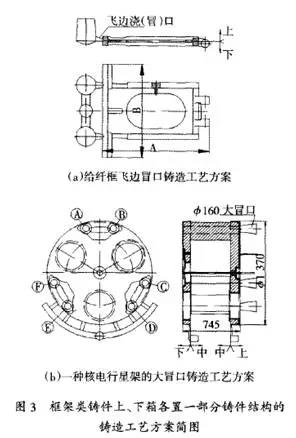
各种铸铁框架类铸件的砂型铸造,有较多的铸造厂采用图3(a)所示的上下箱各置铸件一半结构的浇注方位的传统铸造工艺计划,或图3(b)所示的上、中、下箱根据铸件结构各置一部分铸件结构的铸造工艺计划。
给纤框图用图3(a)所示的上、下箱各置铸件一半结构的浇注方位的传统铸造工艺计划,在实际铸造生产中铸件易在冒口颈处发生缩孔缺点。而核电行星架球墨铸铁件用图3(b)所示的上、中、下箱根据铸件结构各置一部分铸件结构的铸造工艺计划,该工艺计划在西南某厂采用的铸造生产方式是:水玻璃砂造型、制芯(铬铁矿砂制作特异小砂芯),一箱一件,很多设置冷铁,阶梯进液的浇注生产方式;加之其原始铸造工艺计划未设置适合大的排气冒口,铸件在其浇注方位的顶面发生较多较大的气孔缺点,且在顶面6个较大的热节处(A~F处)还间或发生缩孔缺点。
为处理图3(a)所示给纤框的缩孔缺点,一些铸造工作者往往采用加大冒口的工艺措施,而使得其铸件的缩孔缺点变得更大。为处理图3(b)所示核电行星架大型球铁件的缩孔缺点,传统的工艺措施是在顶面的6个热节处(A~F处)各设置一个大冒口(在图3b的原无冒口工艺计划的基础上改为其图示的大冒口工艺计划),而大冒口工艺计划进一步使得A~F 6个热节处(冒口颈)的缩孔缺点更为严重。
1.4泵壳阀类致密性铸件
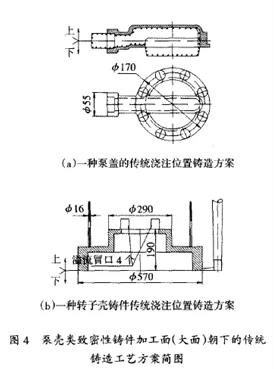
泵、壳、阀类(液压)细密性铸件按传统的铸造工艺理念,往往将其“重要”加工面(大面)朝下,以保证其加工面的质量和便于下芯,一般选用图4所示的加工面朝下的浇注方位的传统铸造工艺计划。
图4所示铸造计划的主要工艺特点是:铸件的主(重)要加工面(或大面)朝下、下芯方便(砂芯小)、铸件结构大部分或悉数置于上箱、金属液浇注以底注式进液为主。生产实践中泵、壳、阀类(液压)细密性铸件选用图4所示加工面(大面)朝下的传统铸造工艺计划较为多见,但其铸件易产生错箱、缩孔、缩松、气孔类铸造缺点。
为处理图4所示泵、壳、阀类液压铸件(通称高细密性铸件)的缩孔、缩松缺点,一些铸造厂一般所选用的工艺办法亦是加大冒口,甚至设置保温冒口,其铸件的缩孔、缩松缺点亦难有效地处理,铸件的细密度很难到达其较高的细密性技术要求。为处理图4所示工艺计划铸件的气孔缺点,遍及的工艺办法亦是进步型砂的透气性及“出气”冒口以添加型腔的排气面积,以及进步金属液的浇注温度。
剖析图1至图4所示的几种典型铸件传统的铸造工艺计划,该几类铸件易发生或(间或)发生气孔、缩孔、缩松、错箱等铸造缺点,笔者以为其一起的首要成因之一是:铸件的重要结构、或悉数结构设置于上箱的浇注方位。
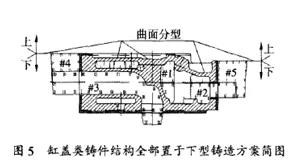
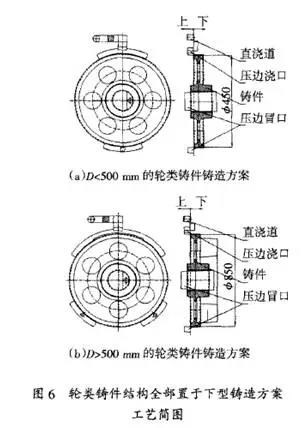
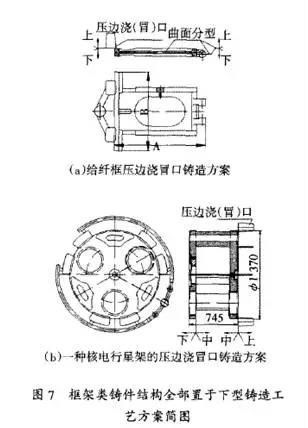
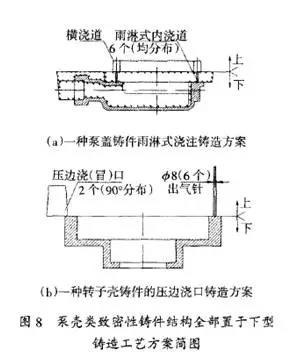
依据笔者30年来的铸造工厂生产实践经验总结和考虑以为:铸件结构悉数设置于下箱(铸件结构自然答应者)、或发明(工艺)条件将铸件悉数结构或铸件重要结构设置于下箱,是处理很多黑色金属铸件砂型铸造易发生气孔、缩孔、缩松、错箱等铸造缺点的最好浇注方位设计计划,亦即笔者极力主张“砂型铸造铸件下箱优先设置”,如图5至图8所示。铸件结构下箱优先设置计划,比之于图1至图4所示的铸件传统的浇注方位铸造工艺计划,首要具有如下几个方面的工艺长处。
2.1型腔排气充分
图5至图8所示的铸件分型面设置计划,铸件结构悉数设置于下箱、或发明工艺条件将铸件悉数结构(或铸件重要结构设置于下箱)的浇注位置铸造计划,其极为重要的铸造工艺长处之一就是:充分地使用上、下箱的分型面对型腔进行排气,其分型面是一个天然(自然)的排气面,并且其处于铸件的最高面处(铸件结构自然答应其悉数设置于下箱或发明工艺条件将铸件悉数结构设置于下箱)或其处于铸件首要结构的最高面处(发明工艺条件将铸件重要结构设置于下箱)。
这种分型面处于铸件顶面或铸件首要结构面,使用分型面排气的方式是砂型铸造工艺中极为可靠、有用和充分的排气方式和途径,是解决相关黑色金属铸件砂型铸造气孔缺点的重要工艺方法和技术措施。
2.2可优化设计浇注系统
图5至图8所示的铸件浇注方位及分型面设置方案,因铸件结构全部设置于下箱、及创造工艺条件将铸件全部结构或铸件重要结构设置于下箱,其为铸件浇注系统的优化设置创造晰根底(工艺)条件,铸件可很好地规划出顶注式浇注(系统)办法。
顶注式浇注(系统)办法,因其能使金属液在型腔的温度梯度散布递上高低低的正温度梯度状况,一方面非常有利于浇注系统及上层高温金属液对基层低温金属液的液态冷却缩短进行有效地补缩;另一方面,顶注式进液过程中、后进人型腔的金属液,可不断地使先进入型腔中的金属液的液面构成的“固态膜”决裂,然后极为有利于金属液中气体的溢出。
2.3可优化设置冒口系统
图5至图8所示的铸件浇注方位及分型面设置计划,因铸件结构悉数设置于下箱、及发明工艺条件将铸件悉数结构或铸件重要结构设置于下箱,也为铸件冒口系统的优化规划发明晰基础(工艺)条件,铸件可很好地规划出压边冒口系统型式或其它类似于压边冒口之优化型式的顶冒口系统。
压边冒口系统型式(或其它优化型式的顶冒口系统),结合上述金属液在型腔中的温度梯度分布呈上高低低的正温度梯度情况,一方面非常有利于冒口系统对基层低温金属液的液态冷却缩短进行有效地补缩;另一方面,压边冒口系统型式因其在金属液从头到尾充型的过程中处于铸件结构的最高处(或冒口因其在金属液从头到尾充型的过程中处于铸件重要结构的最高处),极为有利于型腔中及金属液中气体的溢出。
2.4铸件错箱缺陷少
铸件结构悉数设置于下箱,即用图5至图8所示的铸件浇注位置及铸件分型面设置计划,铸件悉数(或绝大部分铸件结构)由下型铸出,有内腔结构的铸件亦可用砂芯或上型“砂胎”较准确的定位后铸出。由此可见,用图5至图8所示的分型面设置计划比之于铸件用图1至图4所示传统的浇注位置铸造工艺计划铸出的铸件,避免了或有效地降低了铸件错箱缺陷的产生,大大地降低了因为铸件尺寸不合格而导致的铸件废品率。
2.5铸件加工余量少
铸件结构悉数设置于下箱、及创造工艺条件将铸件悉数结构或铸件重要结构设置于下箱,用图5至图8所示的铸件浇注方位及分型面设置计划,可较好地减小铸件的加工余量,减小(少)铸件飞刺。
减小铸件的加工余量,首要表现在以下几个方面:其一,铸件结构悉数(或首要结构)设置于下型,只要下模一个方向的“拔模”斜度及错箱的可能性小,其铸件侧面的加工余量可适当减小;其二,因铸件的浇冒口设置于图5至图8所示的浇注方位的铸件顶面(即分型面或加工面),能够免去图1至图4所示铸件传统的铸造工艺计划在一些铸件的非加工面设置冒口而增加的“工艺”加工余量。
减小铸件飞刺,首要表现在铸件结构悉数(或首要结构)设置于下型、其分型面在铸件顶面,可削减(小)50%左右分型面在铸件中部时传统的“防压环”结构,故而铸件用图5至图8所示的铸件浇注方位及分型面设置计划可比图1至图4所示传统的浇注方位铸造工艺计划至少削减40%~50%的铸造飞刺。

减速箱铸件
生产实践表明,铸件结构悉数设置于下箱,即用图5至图8所示的铸件浇注方位及分型面设置计划比之于铸件用图1至图4所示传统的浇注方位铸造工艺计划铸造铸件,具有以下几个主要技术长处及经济效果:
(1)有利于战胜气孔、缩孔、缩松、错箱等铸造缺点的工艺长处,故其铸件的合格率高,尤其是可大幅度地提高气密性铸件的铸造合格率(可从常用铸造工艺计划的30%~40%提高到“铸件结构悉数设置于下箱”工艺计划的95%左右);
(2)具有加工余量少,铸件的工艺出品率较高及砂箱面积利用率高的长处;
(3)取得内部组织愈加细密、外形愈加漂亮的高品质铸件。