

铸造厂家生产汽油机和柴油机缸体时,一直采用硅钙孕育剂进行孕育,经常出现力学性能达不到要求的现象,并且所生产的缸体在机加工过程中经常出现渗漏、夹渣等缺陷。经分析,产生这些缺陷的主要原因是组织粗大,在热节部位产生缩松;另外,由于硅钙孕育剂成渣倾向大,处理需用的加人量大,造成渣量较大而易产生铸件夹渣凹。为解决这一问题,在熔炼上进行了多方面试验,特别是对孕育剂进行了多品种的试验,最后选用锶硅孕育剂取得了很好的效果。
1、试验条件
采用容量为6t的变频感应电炉进行熔炼,造型方式为湿型砂气冲造型生产线,连续生产。铁液出炉温度为1 480~1 500 C,铁液包容量为1 000 kg;孕育方式采用包内冲人法,孕育剂加入量为0.30%~0.45%,试样在中间包次浇注完铸件后浇注。
所用炉料为:废钢为优质碳素钢,生铁为河南球墨生铁和本溪球墨生铁,回炉料为同类产品回炉料,孕育剂为锶硅孕育剂和硅钙孕育剂,其他合金材料还有FeSi、FeMn等。锶硅孕育剂的主要成分见表1。
炉前检测采用浇湿型三角试样检查白口深度,用激冷型检查铁液凝固时顶部发生的行为作快速判断。采用湿法分析铁液成分,10t万能强度试验机检测抗拉强度,布氏硬度计检测硬度,金相显微镜检查金相组织。
2、试验结果及分析
2.1炉料配比
根据铸造厂的实际条件,对不同的炉料配比进行了试验,具体的炉料配比见表2。并且在同一种炉料配比方案中同时采用硅钙孕育剂和锶硅孕育剂两种孕育剂进行孕育处理。
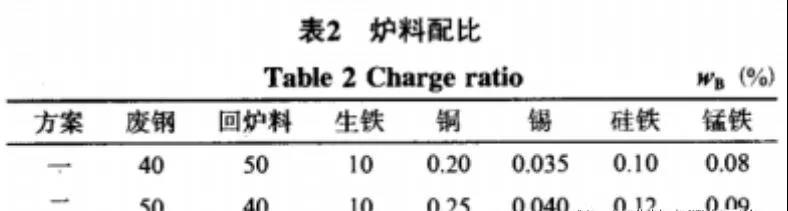
图:炉料配比
2.2 试生产抽查结果
2.2.1
力学性能和金相组织采用不同的炉料配比方案一和方案二,用硅钙孕育剂和锶硅孕育剂分别进行孕育处理,其力学性能和金相组织呈现出不同的结果,表3为两种孕育剂孕育处理后的化学成分,表4为两种孕育剂孕育处理后的力学性能和金相组织。
2.2.2铸件质量变化情况
采用硅钙孕育剂和锶硅孕育剂分别进行孕育处理,铸件质量发生了相应的变化。用锶硅孕育剂处理的铸件,夹渣、渗漏、缩松等缺陷得到了明显下降,具体统计情况见表5。
2.3 试生产数据分析
从表3和表4可以看出,碳当量在3.90%~ 4.10%范围内,使用锶硅孕育剂不但可以获得较高的力学性能,而且金相组织比使用硅钙孕育剂的效果要好得多。当采用第二种方案时,碳当量在3.99%~4.10%范围,也可获得较高的抗拉强度值。当碳当量达到4.10%时,抗拉强度仍能达到260 MPa以上,而同炉采用硅钙孕育剂孕育后的抗拉强度值在240-260 MPa范围,比锶硅孕育剂孕育处理的抗拉强度值要低20 MPa左右。
从表4可以看出,采用锶硅孕育剂的石墨均为A型和少量C型,长度在5~6级范围;而采用硅钙孕育剂的石墨长度都在4~5级,随着碳当量的增高,石墨长度也在增长,有时还会出现F型石墨。用锶硅孕育剂进行处理的铁液的共晶团数量比使用硅钙孕育剂处理的铁液的共晶团数量要少一些。
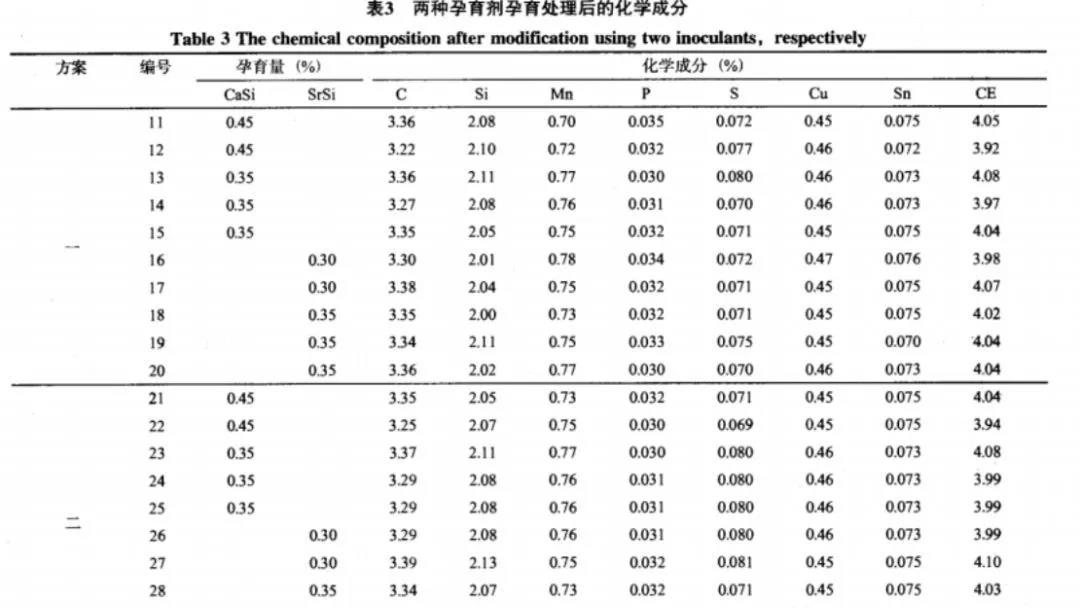
图:两种孕育剂孕育处理后的化学成分
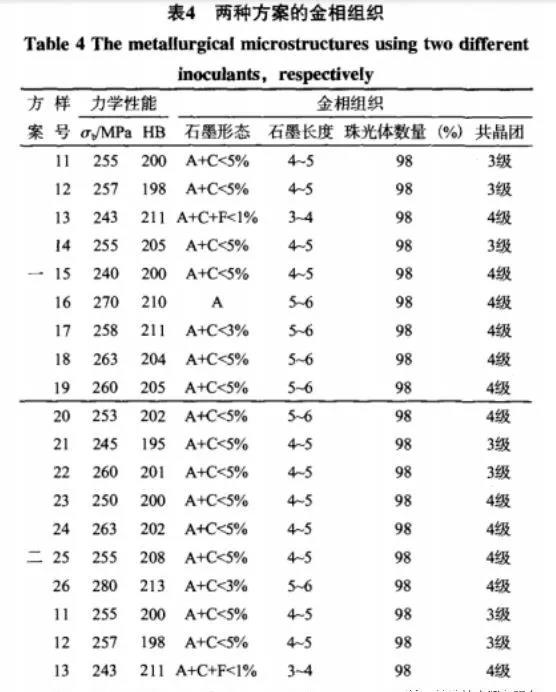
图:两种方案的金相组织
2.4 技术效果分析
在相同的试验条件下,锶硅孕育剂的减白口能力比硅铁要高30%~ 50%,与硅钙相近。在化学成分3.35%~ 3.40%C、2.00%~ 2.15%Si、0.70%~0.80% Mn、≤0.060% P、0.060% ~ 0.080% S、0.40%~0.60% Cu、0.060%~0.090%Sn,出炉温度1 480~1 .500 C,孕育剂加人量0.35%,孕育处理后2 min取三角试块检测白口深度,采用锶硅孕育的白口深度为0~2 mm;采用硅钙孕育的白口深度为1~2 mm;硅铁孕育的白口深度为1~4mm。而且断面均匀性与抗衰退能力比硅铁好;同时在大量降低过冷度的同时,并不过多的增加共晶团数量,减少了铸件缩松倾向的产生,特别是对于电炉熔炼增硫的铁液,它的作用可以得到最大限度的发挥。另外,锶硅孕育剂特别有利于改善薄壁铸件中石墨的形态和分布状况,使不同厚度处组织的差别更小,过冷组织只见于铸件的表层;锶硅孕育剂易熔解、形渣少,适用于感应电炉熔炼下生产各种灰铸铁件。
另外,采用锶硅孕育剂处理的铁液,抗衰退能力较硅铁和硅钙孕育剂强。在相同的试验条件下,锶硅孕育剂的抗衰退能力比硅铁和硅钙强。在化学成分3.35%~3.40%C、2.00%~ -2.15%Si、0.70%-0.80%Mn、≤0.060% P、0.060%-0.080%S、0.405-0.60% Cu、0.060%-0.090%Sn,出炉温度1480~1500 C,孕育剂加入量0.35%,孕育处理后每隔1min浇注一组试样,测其抗拉强度的变化。通过试验,硅铁、硅钙、锶硅孕育剂孕育处理后达到最佳状态的时间分别为1min、5min、7min,这说明锶硅也是一种长效孕育剂。
根据要求在铁液中加人了少量的Cu、Sn合金元素,Cu、Sn都是强烈稳定珠光体的元素,但它们对珠光体的细化作用甚微。对细化石墨,细化珠光体起主要作用的还是锶硅。
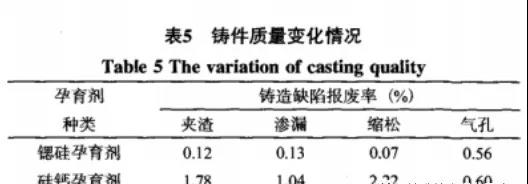
图:铸件质量变化情况
3、结论
经过多次反复的试验,共浇注了100余吨铸件进行机械加工。同时对多批铸件进行跟踪统计,可以看出,夹渣、缩松、渗漏等缺陷都得到较好的改善,提高了产品质量。对铸件进行硬度测试,铸件的硬度HB均在190-220范围内。
(1)用锶硅孕育剂代替硅钙孕育剂生产高碳当量高强度灰铸铁是可行的。铸件显示出良好的力学性能,其抗拉强度值均超过250 MPa。同时还能获得理想的金相组织:细片状的A型石墨和少量的C型石墨(<5%) ,珠光体含量在98%以上。
(2)采用锶硅孕育剂处理灰铸铁时,碳当量可达到3.90%~4.10%,而加入量只有0.30%~0.35%,就能取得较好的效果。同时,由于锶硅孕育剂带人的渣量较少,减少了铸件的渣孔缺陷。