

了解热砂的作用,利用适当的技术消除热砂的影响,以便获得稳定的型砂和无缺陷铸件。
就当今潮模砂金属铸造而言,热型砂已被认为是与缺陷有关问题中的头号因素。大多数铸造工作者能阐明使用热砂与铸件质量降低的直接关系。事实上研究表明:如果控制不当,热砂对整个铸造生产线上的每一道主要工序都是有影响的。
本文探讨的是:当采用热砂造型时热造型砂的成分、铸件质量以及生产中碰到的问题。此外综合考虑在热砂冷却过程中的技术和关键参数以及控制砂温的效果。这篇文章推荐的数据是对热砂多方面技术研究的结晶。
何为热砂
热型砂被定义为对型砂准备、造型和铸造质量产生不利影响的任一高温度的砂。具体来说是指温度在49℃~71℃的回用砂,其热量足以导致混砂的不均匀性和控制问题。
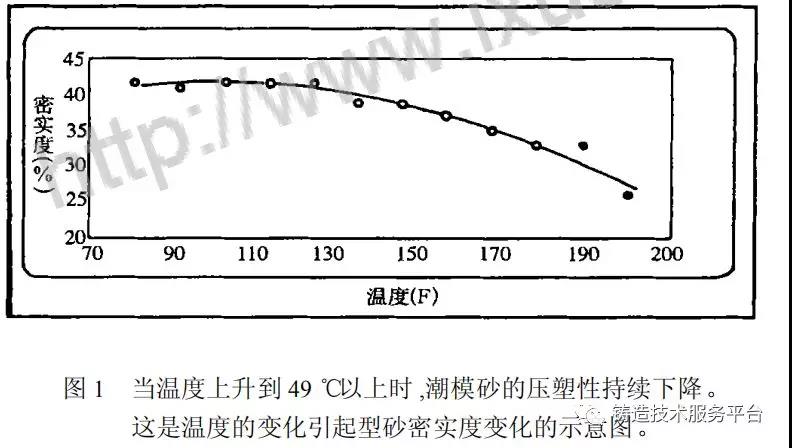
由A。Volkmar在1979年的一项研究显示,温度在49℃以上会导致砂物理性能一致性丧失。在这项研究中,大量的砂试样被分装进几个带有热电偶的密封容器中,并处于不同的温度之中,对每个容器中的试样快速检测,以保证没有热量散失。研究表明:当砂的温度超过49℃时,砂的密实度不断下降。然而,当温度在27℃~49℃之间时,密实度实际上没有改变,如图1所示。
由JS Schumacher主持的题为“热型砂的问题”的另一项研究支持49℃的图示,并说明超过71℃的砂在混砂时不能达到均匀的物理性能。但低于49℃的砂可以混得均匀。对于49℃~71℃的砂,混碾后的砂不均匀且难以控制。本文的结论是:经过充分混匀的且低于49℃的砂是最好的。
由J。S Schumacher等发表的一系列题为“热砂为什么会引起问题”的技术性文章中,采用几种独特的试验检测技术等手段,评价了热砂的问题。首先,试验在不同的温度和时间的条件下,比较膨润土粘合液的粘度,从而作出评价。试验结果指出:在热水中的膨润土与在冷水中的膨润土,其分散和凝结的情况不一样。数据还表明膨润土的粘度随着其粘合液温度的增加而有所增加。假定当粘合液温度增加,膨润土悬浮体粒子薄层自身由边缘向中间排列,形成了一种开式结构,这种结构与冷水状态的粘合液相比,其膨润土悬浮体粒子薄层保持面对面排列的情况大不相同,随着温度增加便会形成开式结构,从而导致了对砂系统的若干负面影响。最重要的是,与冷砂相比,热砂中的膨润土保持水分的能力较差,导致其更容易失去水分并降低物理性能。根据这项研究,当使用热型砂时,一种有趣的现象产生了:将热态金属倒入热砂型,生产的铸件出现了与型砂含水量高相关的缺陷,而热砂型经冷却后再倒入热态金属,其生产的铸件则出现了与型砂含水量低相关的缺陷。
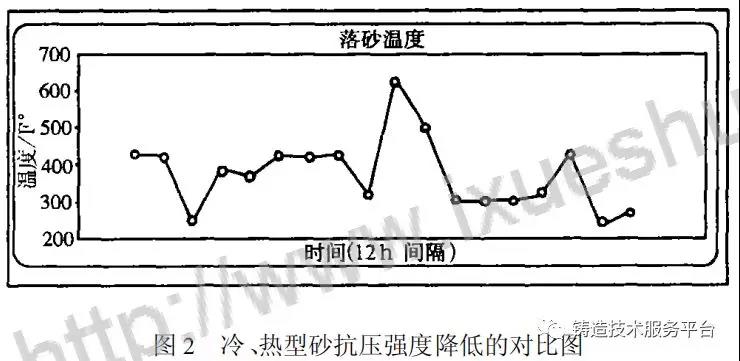
这项研究的第二部分,评价了型砂温度对型砂物理性能的影响。型砂试验是在密闭的温度和湿度控制室内并且分别在21℃和60℃的温度下进行的。除了型砂的温度变化外,其他所有条件都保持不变。结果表明:型砂在60℃时检测,其性能有很大程度的降低,如图2所示。
这些研究表明:到目前为止,所有的工艺研究和收集的数据清楚地定义了潮模砂造型的临界温度为49℃(120υ)。
与热砂有关的问题
热砂影响到潮模砂造型工作的每个方面,并导致较高的废品率,增加膨润土的消耗,甚至使系统完全失去控制。
就废品而言,大部分与型砂有关的缺陷,都与型砂温度过高有较大的相互对应关系,这些缺陷包括夹砂、表面粗糙程度、金属浸渗、胀箱、粘砂,由气体形成的针孔、气孔、多肉和铸型破损。许多这方面的缺陷是由铸型表面水分的迅速失去而引起的。
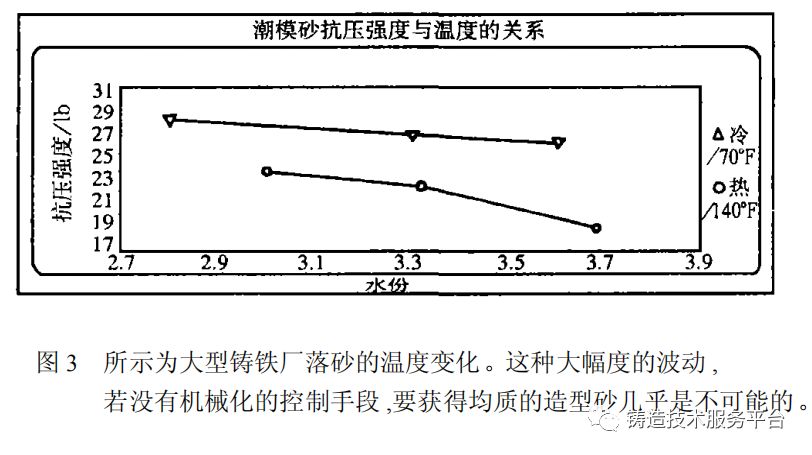
就砂处理系统操作而言,热造型砂有许多不利的影响。通常回用的热砂进入混砂机时,其温度和湿度波动很大。在铸铁厂进行的试验表明 :在大料斗的不同时段,砂温在32℃~193℃的温度之间波动(如图3所示)。在型砂准备期间,温度的骤变会引起水分蒸发量的变化。这种变化使混砂机中水分的精确添加和密实度的控制变得困难。备用砂温度的不稳定将加剧各批次型砂之间物理性能的变化。当将热的备用砂通过较长的距离传送到多部造型机时,砂子干燥程度的不可控性也是至关重要的。
热砂在冷表面产生水分凝结的倾向还使进出砂处理系统时产生几个特殊的问题。首先,热砂有粘贴在较冷的料斗和料仓壁的倾向并形成料斗缩管,当热砂进入到料斗的顶部时直接通过了料仓中部的缩管。结果是在所提供的系统砂中只有少部分被频繁使用。由于系统中少了活动砂,砂的周转率增加迅速,使砂的温度升高,从而使热砂的问题加剧。
由水分凝结引起的第二个严重问题是放在热型腔中的冷型芯。型芯表面过多的水分可使型芯强度降低并且产生铸造缺陷,如与气体有关的气孔和针孔。由于冷凝,金属铸造工作者可能还会遇到一些问题 ,如型砂粘在模型上。
一般来说,由于可用砂量减少的自然趋势,热砂问题将变得更严重。
冷却热的潮模砂
保持砂系统的稳定,减小波动和变化,这不仅需要出输入材料的平衡,而且需要能量的平衡。添加新的原材料时必须保证有使混砂机中粘土发生反应的能量。由铸件凝固所产生的热量必须从砂中除去,以使其系统保持能量平衡。
来自落砂的回用砂,其温度、水分、粒度、粘土含量以及其它关键的物理性能都会产生波动。对于砂处理设备(混砂机)来说,新旧砂的不协调性是一个问题,不论它是自动控制还是手动控制。理想的情况是:砂冷却系统把温度不同和其它性能不协调的砂混成均匀的砂。铸件落砂后采用适当的方式将砂混匀。系统砂(由于均匀化作用)将随着时间的推移会产生逐渐变化而不是采取出乎意料的突变方式。然而,仅仅给热型砂加水也不能有效地冷却砂从而产生均匀的型砂。为了能够有效的冷却,水必须有足够的时间与所有砂粒接触。同时必须设法把水由液体转变为气体而形成的水蒸汽除去。由于这两点理由,向传送带上的砂子浇水的做法并不能有效地将砂冷却至49℃以下。
需要重点强调的是:如果热砂和水的混合物的周围空气湿度饱和,将没有汽化产生。为了使砂冷却系统有效地进行汽化冷却,需要注入能够吸收水分的非饱和空气。由于通入非饱和空气到达潮湿砂团的顶部是无效的,因此最好把非饱和空气通入砂团的内部。
关于造型砂的冷却,另一个主要考虑的因素是冷却容器内的停滞时间。如果非饱和空气能够有效地除去蒸汽,那么通过持续的水汽化方法可以迅速地把砂冷却至100℃。要使砂温下降到100℃以下,冷却时间将延长,并且这一过程不再是瞬间完成的。有效的措施是砂冷却系统必须能提供充足的非饱和空气并使型砂在冷却容器中有足够的停滞时间,以充分利用水汽化和干燥的优点。
为了使热砂汽化必须加水,但加水必须控制在狭窄的范围内。加水量应适当,即有助于冷却并且严格控制型砂的水分,尽可能使型砂水分接近造型需要的百分比。此外,可能时,在砂冷却系统中,添加一部分或全部所需要的膨润土是有帮助的。由于料仓中的均匀化作用,在这一阶段添加水和膨润土对提高系统效率是有利用的。
严格控制系统的水分和砂的有效均匀化,对于保证交付给造型工序的备用砂的均匀性有着积极的作用。在混砂前,要有效地混合并控制落砂的温度和水分,就能增加生产线上紧实性控制装置的能力。
文章来源网络,如有侵权请联系网站管理员微信qzh6867650,即删。