




详情介绍
随着风力发电的快速发展,对风电铸件的需求量不断增加,风力发电中的大型零件,如轮毂、机座等都采用球墨铸铁进行生产。此类铸件随功率的不同,重量在5000~15000kg之间。由于壁厚较厚(一般大于100mm),重量较重,冷却速度慢,凝固时间长,特别是要满足良好的综合力学性能要求,对生产工艺要求严格。
浇冒系统设计
风电铸件的壁厚在50~200mm,采用刚性强的树脂砂造型。风电铸件多采用冒口辅加适当数量的冷铁工艺。冒口有缩颈式顶冒口、缩颈式边冒口,压边冒口、披缝式溢流冒口等。
风电铸件浇注系统应力求钢液平稳充型、防比湍流,以减少渣类、气孔类缺陷。浇注系统设计成直浇道、横浇道、内浇道的比例非常大的开放式。采用底注多内浇道,内浇道为扁形,与铸件连接处要有R角,避免产生裂纹。高大特重件宜用两个直浇道,阶梯浇道,确保快速充型。球墨铸铁具有较大的氧化倾向,浇注过程中产生的渣可通过放置过滤网或过滤器来阻挡进入型腔。过滤技术也起到细化和圆整石墨的作用。10ppi的泡沫陶瓷过滤器或200csi直孔过滤片效果较好。
运用凝固模拟软件验证工艺的可行性,可降低新产品或改进工艺的质量风险。通过充型、凝固、应力场的模拟可直观显现工艺的可靠性。日常要积累记录工艺设计、模拟、工艺应用3方面情况,获得多经验,以便面对模拟结果能作出地判断和改进。
退火工艺
在实际生产中,有时材料和过程有波动,不能在铸态下可靠地获得全铁素体组织,且风电铸件有高可靠性和关键部件20年免换的要求,因此低温风电球铁件一般进行退火处理。退火处理有两种工艺方式。当铸态组织中存在自由渗碳体时,进行高温石墨化退火,此工艺分两个阶段,高温阶段溶解渗碳体至奥氏体中,低温阶段奥氏体转变为铁素体和石墨。
当铸件组织中无自由渗碳体时,只需做低温石墨化退火,退火温度为730~750℃,使共析渗碳体分解为石墨和铁素体组织。两阶段退火工艺过程是铸件低于200℃进炉,在300和600℃各作1~2h的均温处理,高温段保温温度为920~940℃,保温结束后炉冷至720~740℃,进行低温石墨化退火,炉冷至600℃,这时球铁基体组织基本稳定,出炉空冷,避免一些固溶质点的析出,增强球铁的韧性。如果缓慢冷却可致脆性相析出,产生回火脆性,降低球铁的低温冲击韧度。风电球铁铸件一般不做600℃以下的时效除应力处理,原因也在于此。

型芯工艺设计
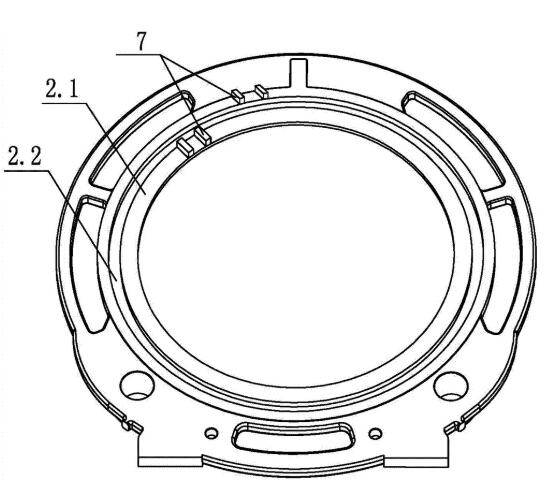
芯子设计成上下两个半模,芯子的制作采用在铸型内贴铸件壁厚打芯(见图2)的方法,就是在造好的外型内用刮板刮出内腔(贴铸件壁厚),利用这个内腔做芯盒,打出芯子(打芯),然后起出芯子,去除贴上去的壁厚,后下芯合箱,不用投入大型芯盒工装,大大降低前期费用,为正式生产时芯盒制作提供相关技术参数。芯子的工艺设计要满足下列要求:芯子整体要有足够的强度和刚度、不变形;芯子要固定平稳和便于排气;中间芯铁安放要方便浇注系统的开设;芯子的形状尺寸及在铸型中的位置要满足铸件尺寸要求。为了保证型、芯的尺寸精度, 采用呋喃树脂砂造型,型、芯表面刷醇基石墨涂料,涂料厚度0.5mm,过渡部分采用样板进行检测修磨。
相关产品
2019-05-22
机床立柱,机床立柱铸件,立柱铸件简介,机床立柱材质:常见的为HT250,这种材质强度、耐磨性、耐热性均较好、抗拉力强,使用寿命长、减振性良好,铸造性能较优,需进行人工时效处理。除...[详细]
2019-05-23
选择我们的理由:三大体系一体化认证企业,沪东铸造通过ISO9001质量管理体系、CE认证、中国铸造协会会员、江苏AAA级重合同守信用单位。中频感应炉、大型天然气热处理炉、大型喷抛丸清理机...[详细]
2019-05-22
机床铸件又可以称为大型铸件、床身、底座、鞍座、工作台等。沪东铸造生产的机床铸件特点:耐磨性与消震性好、工艺性能好。机床铸件简介:一、机床床身标准:GB9439—88,二、床身的特点...[详细]


